今回はRFIDを利用した工程管理の省力化、ヒューマンエラーを防止した事例を元にRFID工程管理の導入ポイント、どのような仕組みでRFIDを運用と連携するのか概要の説明、導入で改善された業務内容、基本アプリの操作画面をご紹介したいと思います。
記事内のアプリは一般的な仕組みのため、お客様の実業務と合致しない点は二次開発で業務にマッチさせた導入が可能です。
工程管理の改善にアプリ導入を検討していた企業様、自社運用イメージと比較しながら記事をご覧いただければと思います。
この記事の目次
・RFID工程管理の導入ポイント
・リーダーのみでOK。現場運用ポイント
・RFID工程管理イメージ
・製造工程の時間取得のメリット(リアルタイム化)
・製造工程の時間取得のメリット(工程在庫)
・アプリ画面イメージの紹介
RFID工程管理の導入ポイント
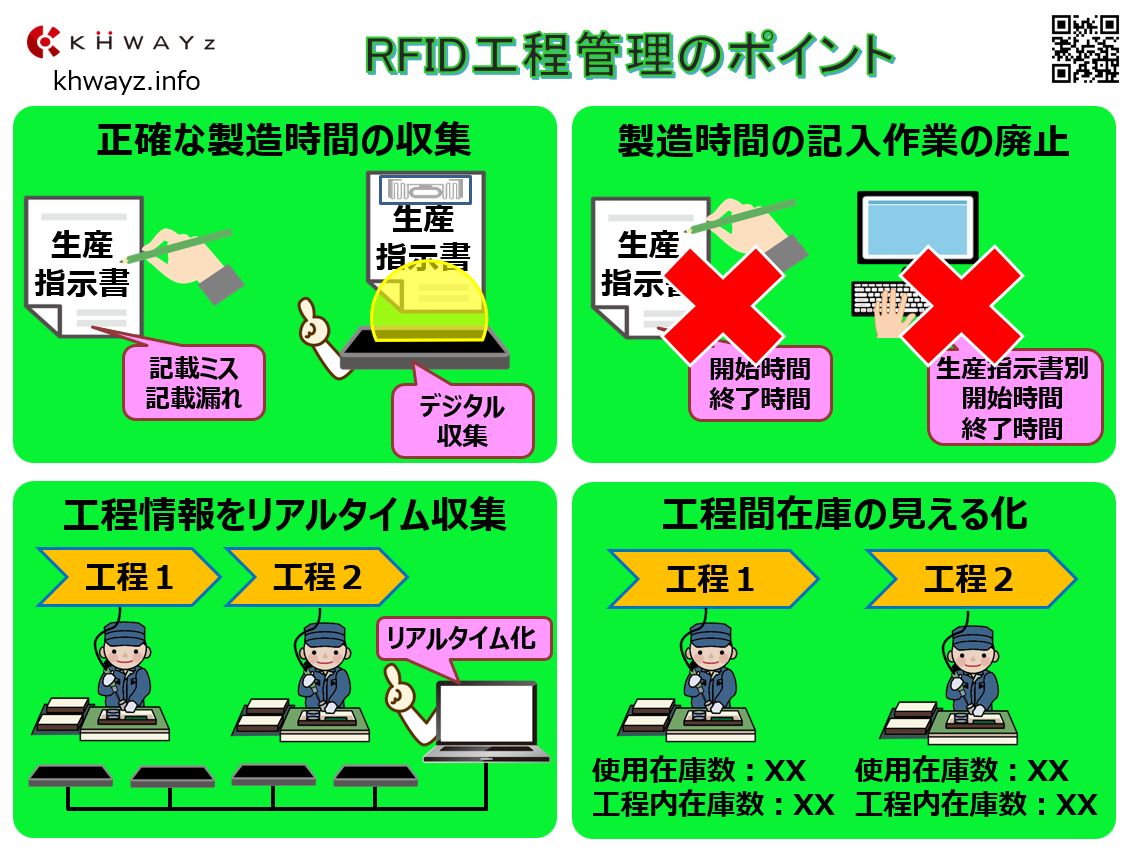
人の手を中心とした工程管理と比較したRFID運用のポイントをご紹介します。

正確な製造時間の収集
生産指示書に各工程の開始時間&終了時間を記入する場合、記載ミスや漏れ等のヒューマンエラー、各記載者の文字のクセによる目視確認の分かり難さがあります。
RFID運用では情報がデジタル化され正確で分かり易い時間情報の収集が可能です。
製図時間の記入作業の廃止
人中心の運用では生産指示書に手書きで記録し作業完了後に生産指示書を回収しパソコンの表計算ソフトへ一覧表作成の転記作業が発生します。
RFID運用では工程で読み取った情報は、アプリ内で自動的に保存されるため集計や転記作業の手作業が不要です。
工程情報をリアルタイムに収集
RFID運用では工場現場でRFIDを読み込んだ瞬間に開始時間や終了時間のデータがリアルタイムに収集します。そのため問題発生時の対応や分析作業をいち早く対処できる環境を構築できます。
工程間在庫の見える化
各工程の製造状況がリアルタイム化されるため、各工程の今の進捗状況が見える化されます。そのため各工程間の在庫状況がより正確に把握が可能となります。
リーダーのみでOK。現場運用ポイント
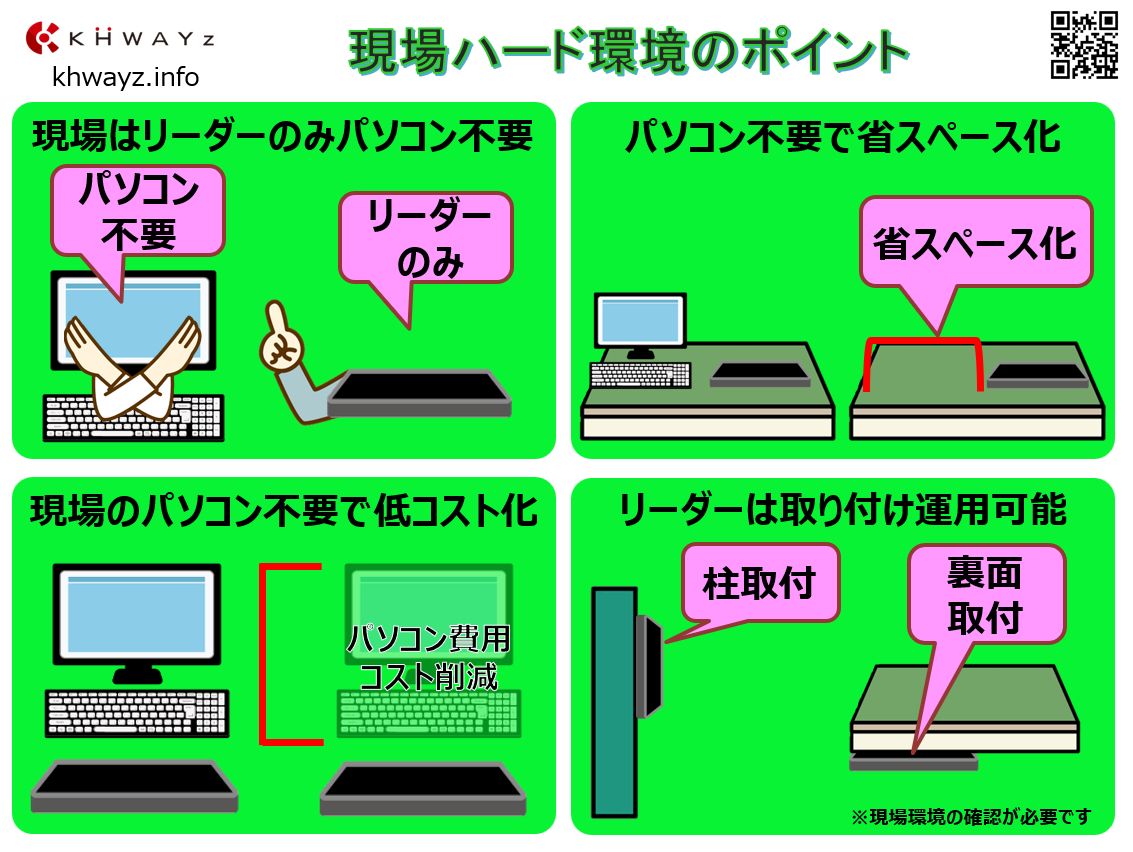

現場はRFIDリーダーのみでパソコン不要
今回ご紹介する運用は各工程で「RFIDリーダー」を利用しますが、各工程の「RFIDリーダー」はパソコンと接続不要で利用が可能です。
パソコン不要で現場の省スペース化を達成
パソコン不要の運用が実現できるため現場の限られたスペースを確保。作業面積を保ちつつ現場改善が可能です。
パソコン不要で導入コスト削減
パソコンが不要なため導入コストを抑えて現場改善ソリューションが実現可能です。
柱や机の裏に。現場に合った取付け運用
設置予定のリーダーの種類にもよりますが柱などに取付可能なモデルも存在しており、現場の空きスペースを有効活用。また電波を通しやすい作業台の場合は台の裏面に取り付ける運用も可能です。
※電波による運用となるため取付先の確認が必要です。
RFID工程管理イメージ
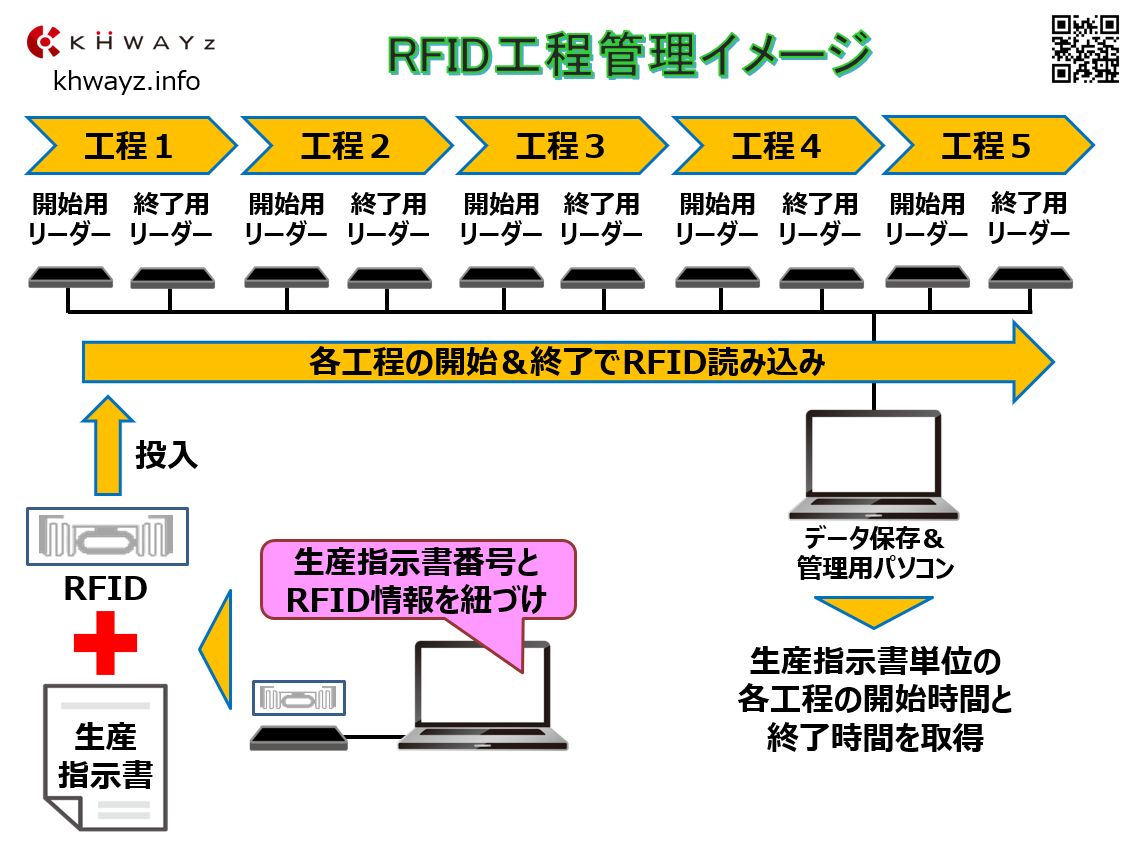
RFIDを利用した工程管理のイメージを紹介します。
生産指示書とRFIDタグの紐づけ
生産指示書には「RFIDタグ」を取り付けます。
取り付けた「RFIDタグ」と生産指示書の番号はパソコンに接続した「RFIDリーダー」を経由しパソコンにインストールしたアプリ内で紐づけておきます。
作業開始後は各工程に設置する「RFIDリーダー」で「RFIDタグ」情報を読取ります。
工程でRFIDタグを読み取るRFIDリーダー
「RFIDタグ」を読み取る「RFIDリーダー」を「作業開始用」と「作業終了用」の2台、各工程の作業場に設置します。
各工程の作業スタッフは作業開始前に生産指示書を「開始用RFIDリーダー」に置いてから作業を開始。指示書の部品数、工程注意事項などを確認し作業を進め、工程作業が完了したタイミングで「終了用RFIDリーダー」に生産指示書を置いて作業を完了します。
各工程に設置する「RFIDリーダー」は、それぞれの工程にパソコン不要で読み取り運用が可能です。
情報を保存しリーダーを制御するパソコン&アプリ
全工程に設置した「全てのRFIDリーダー」は1台のパソコンと繋がっており、起動または停止を制御しデータを保存する「アプリ」がインストールされています。
そのため各工程で読み取った「RFIDタグ=生産指示書」単位の開始と終了時間データをリアルタイムにパソコンに保存。また「RFIDリーダー」の起動や停止はアプリ内で制御する仕組みとなっています。
※今回紹介している機能は基本機能のため、お客様のご要望があれば追加オプションで対応が可能です。
※工場の稼働時間、接続するリーダー数によりパソコンまたはサーバーのスペックやOSの選定が必要になります。
製造工程の時間取得のメリット(リアルタイム化)
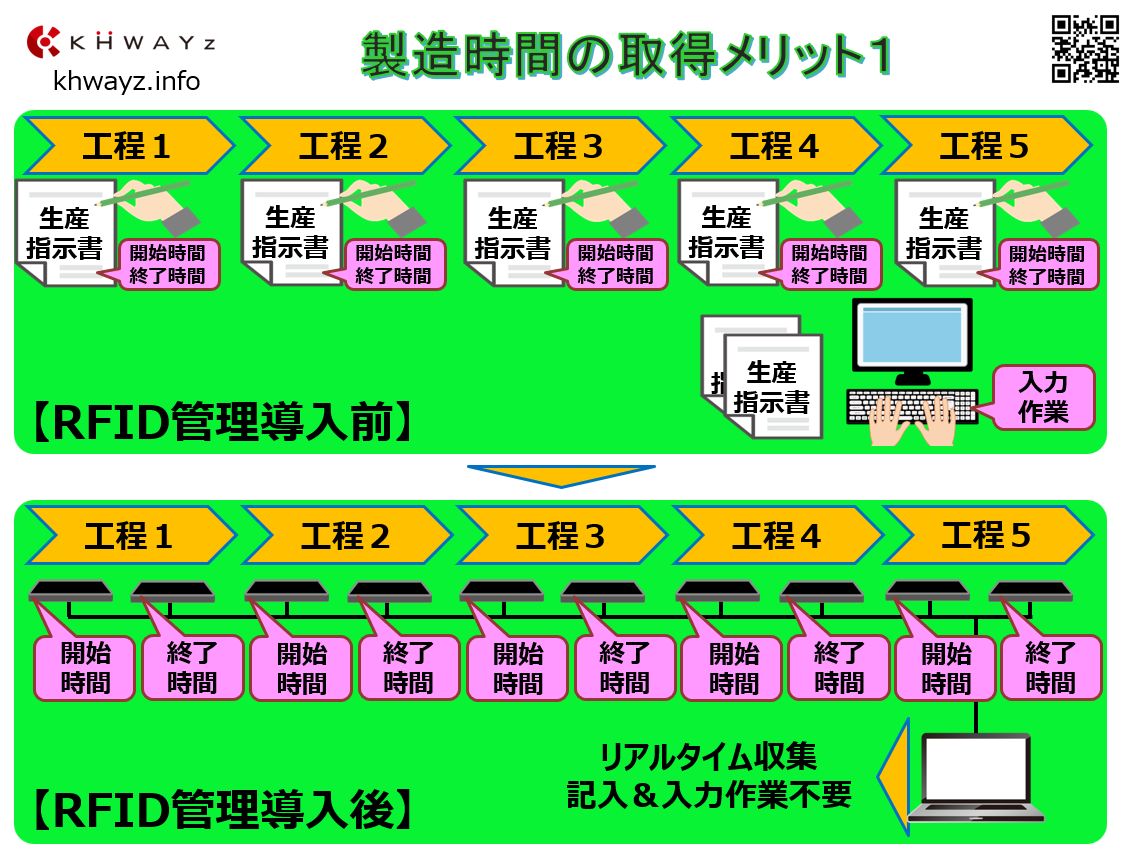
今回紹介するRFID工程管理アプリの最大の特徴はデータ集計作業の省力化、リアルタイムにデータ保存が可能となる点です。
手入力作業の廃止
今までは各工程で作業開始時間と作業終了時間を記入し、完成後に生産指示書を取りまとめてパソコンに入力していた運用を、「RFIDタグ」付き生産指示書を「RFIDリーダー」に置くことで読取りが完了し記載作業や入力作業が不要となります。
また各工程の開始と終了時間から加工時間の割り出しが容易となり、平均加工時間の割り出しや、加工時間差異が大幅に生じた際に分析データとして活用できます。
製造工程の時間取得のメリット(工程在庫)
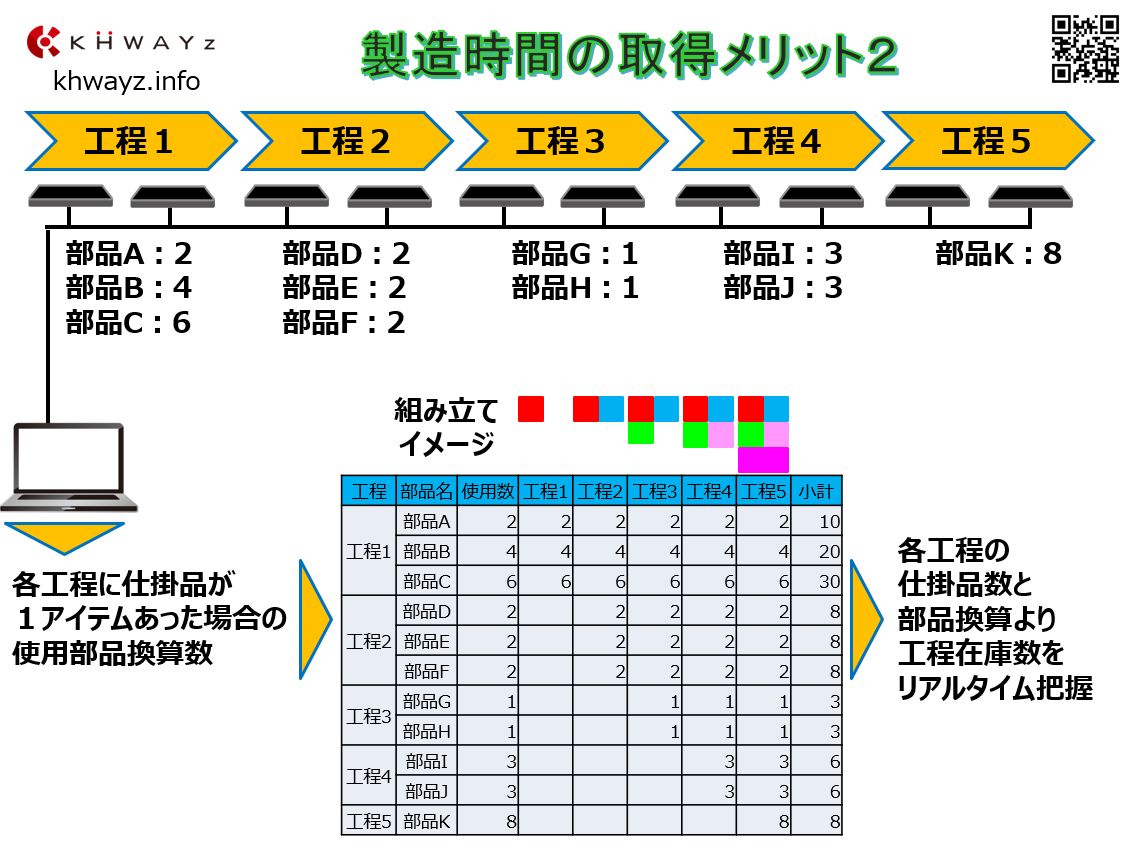
製造時の開始と終了時間をデジタルデータ化する事で、導入ポイントで紹介した「工程間在庫の把握」が可能になります。
ステップ1:工程内の仕掛中の進捗把握
各工程で利用する部品数を表計算ソフトで一覧化しておき、RFID工程管理アプリ内から当日の各工程の時間情報より進捗状況を割り出すことで、仕掛中の進捗情報が把握できます。
ステップ2:部品一覧表への当てはめ
各工程の進捗情報が判明した後は、表計算ソフトの部品数の一覧表に進捗状況(工程別の仕掛品数)を当てはめると、現時点での各工程で使用した部品数が判明します。
ステップ3:部品残数の計算
各部品は通い箱単位に入り数が決まっているため、使用済み部品数を入り数から減算することで、各工程の部品在庫残数が判明します。必要に応じて工程へ部品の追加供給や購買部への追加購入依頼の情報として活用します。
今回ご紹介しているアプリ機能は基本機能のみのため、各ステップの計算運用は表計算ソフトとの連携が発生しますが、各ステップ部分も二次開発でアプリに組み込むことで、在庫数の洗い出し計算の処理も省力化を図ることが可能です。
アプリ画面イメージの紹介
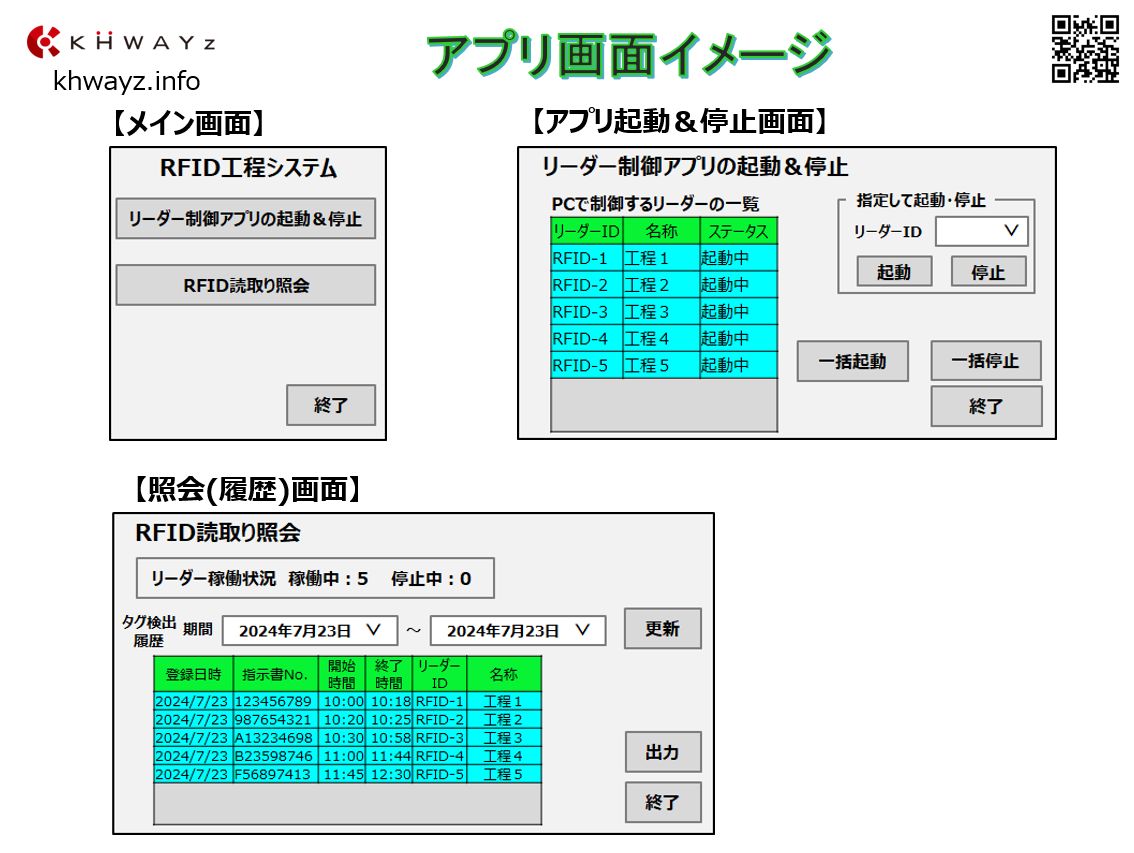
具体的に紹介したRFID工程管理アプリの基本画面を紹介したいと思います。
メイン画面
メイン画面には「リーダー制御アプリの起動&停止」と「RFID読取り照会」があります。この画面を中心に運用を行います。
※今回はエンジニアや管理者が利用するRFIDリーダーの設定画面の紹介は省略します。
リーダー制御アプリの起動&停止画面
この画面では各工程に設置している「RFIDリーダー」の制御アプリの起動と停止を実施します。
毎日の業務開始時と業務終了時にこの画面を使って「リーダー」の制御を行います。
基本的には「一括起動」または「一括停止」ですが、テストや一部工程の利用を考慮して、「RFIDリーダー」を選択した起動と停止も可能です。
照会(履歴)画面
RFID読取り照会は現状のリーダーの状態(起動リーダー数と停止リーダー数の表示)と、日付を指定すると保存された過去データが抽出表示されます。
各工程別の情報は必要に応じてCSV形式でデータ出力が可能です。出力したデータは各工程間の在庫状況や工程別の平均作業時間の算出など分析データとして活用できます。
記事のまとめ
RFIDをどうやって現場管理に展開すれば業務の効率化を達成するのか? RFIDを活用した工程管理のご紹介でした。
基本的なソリューション内容を元に実運用とアプリの連動方法がお分かり頂けたのではないでしょうか。
業務をどのようにシステム化すればいいのか相談相手を探していた現場担当者様、まずはお気軽に弊社までお問い合わせください。
現場システムの導入経験が豊富な弊社営業、エンジニアがお客様の現場環境を分析して運用にあったシステムソリューションをご提案いたします。